Hydrogen Embrittlement
Hydrogen embrittlement is a major cause of fastener failure. Prevailing thought is
that steels with Rockwell hardness above C30 are vulnerable. The phenomenon
is well-known although the precise mechanism has eluded extensive research. A
number of proposed mechanisms have been proposed, and most have at least
some merit. Current thinking is that the susceptibility to hydrogen embrittlement is
related directly to the trap population. Generally, hydrogen embrittlement can be
described as absorption and adsorption of hydrogen promoting enhanced
decohesion of the steel, primarily as an intergranular phenomenon.
Electroplating is a major cause of hydrogen embrittlement. Some hydrogen is
generated during the cleaning and pickling cycles, but by far the most significant
source is cathodic inefficiency, which is followed by sealing the hydrogen in the
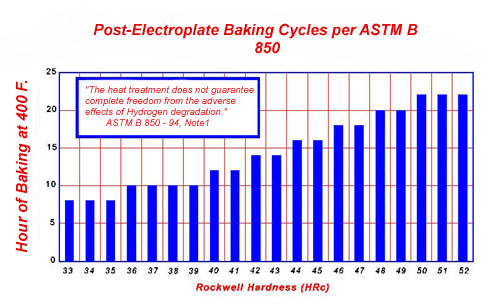
parts. Baking is often performed on high strength parts to reduce this risk, and the
ASTM, in 1994, issued a specification for baking cycles, as shown below. For the
production plater, having to remove the parts from the production line to
bake - followed by a separate chromating process - is a laborious process.
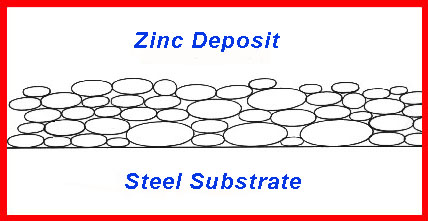
Mechanically deposited zinc coatings consist of small platelets formed from the mechanical action of glass beads on fine (3 to 7 microns) zinc dust particles. The platelets thus formed are "cold-welded" to the substrate and to each other. The porous (approximately 80% dense) deposit can therefore effuse the hydrogen that would otherwise produce hydrogen embrittlement.
How much Baking Do Electroplated Parts need? (ASTM B 850-94)
Tensile 1700 -
1800 |
Tensile 247 -261 |
Rockwell 49 - 51 |
Post-Plate Bake 22+ |
Per ASTM B 850-94 "For Steels of
actual tensile strenth below
1000 MPa, Heat treatment after plating is not essential."
For Nearly fifty
years mechanical Plating has been accepted
as a means of
eliminating hydrogen embrittlement. Today, many
specifications reflect industry's
confidence in this unique process. While it is
true that mechanical plating uses
inhibited acids which generate less hydrogen,
PS&T believes that mechanical
platinng as a process is inherently free from
hydrogen embrittlement because the
deposit is porous (as are phosphate coatings), allowing hydrogen to
escape through
the coating; in electroplating, by way of contrast,
hydrogen is sealed in the part.
© 2000-2010 Plating Systems & Technologies. All Rights Reserved.